

Lyophilization, or freeze-drying, offers key advantages for stabilizing liquid drug products, enhancing product shelf life and reducing the need for costly cold-chain logistics. However, the process is intricate and time-intensive and requires significant investment. Partnering with an experienced CDMO, such as Samsung Biologics, with specialized lyophilization formulation expertise and manufacturing capabilities can significantly reduce the cost, time, and complexity of producing high-quality, freeze-dried products.
Improving Stability and Increasing Accessibility of Biologic Drugs
Lyophilization, or freeze-drying, converts liquid drug formulations into stable powders. This process was historically applied to certain small-molecule medicines. However, with the rapid growth in biologics in the biopharmaceutical market and their unique stability needs, the demand for lyophilization has surged.
Many biological drugs, including proteins, gene and cell therapies, and vaccines (such as mRNA-based products), need to be stored as low as −70 °C since they are unstable at room temperature. However, maintaining temperature-controlled infrastructure can be challenging, especially in regions without reliable access to the necessary technologies. Lyophilization enhances the stability of these sensitive products, allowing them to be stored and transported at room temperature for global distribution.
In addition to improved stability, lyophilized products are lighter than their liquid counterparts, which supports sustainability goals by reducing transportation weight. The freeze-drying process simplifies aseptic handling, making it suitable for heat-sensitive products, as water is removed without exposing them to high temperatures. These products can be rapidly and easily reconstituted when needed, providing flexibility. About 50% of biologic drugs on the market today rely on lyophilization to extend shelf life and enhance global accessibility, particularly in regions lacking cold-chain logistics.
Achieving Stability Through Precise Freeze-Drying Stages
The lyophilization process begins with loading half-stoppered vials onto shelves in a lyophilization chamber. The first stage − freezing − involves cooling the shelves, causing the product in the vials to freeze. This step is critical for stabilizing the product before water removal begins.
The second stage − primary drying − involves reducing the chamber pressure, which causes the frozen water in the product to sublimate directly from ice to vapor. During this phase, heat is applied carefully to facilitate sublimation, and as the water vapor exits, a layer of dried product forms. This layer grows as the sublimation continues. The entire process removes approximately 95% of the water content.
The final stage − secondary drying − uses a process called desorption to remove any remaining water molecules that are bound to the product. The chamber temperature is increased and the pressure is lowered to break the bonds between the product and the residual water. Once this stage is complete, nitrogen is often introduced into the vials to fill the headspace with an inert atmosphere. In some cases, a partial vacuum is maintained to protect the product from air exposure. The vials are then fully stoppered and unloaded. This process typically achieves a residual moisture level between 1% and 5%.
 Figure 1. The freeze-drying process
Figure 1. The freeze-drying process
Lyophilization relies on the concept of the triple point — the specific temperature and pressure at which water’s solid, liquid, and gas phases can coexist in equilibrium. During lyophilization, water in the product is frozen below this triple point, allowing the ice to sublimate directly into vapor without passing through the liquid phase. Determining the precise critical points for each drug formulation is essential to creating a stable, solid “cake” structure in the vial.
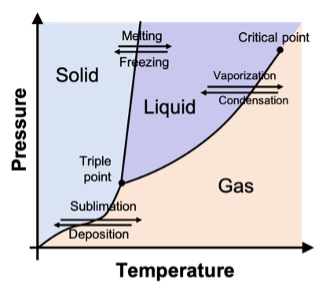 Figure 2. The triple point and critical point in lyophilization
Figure 2. The triple point and critical point in lyophilization
The rate at which the product is frozen also plays a vital role. Slow freezing leads to larger ice crystals, which facilitate easier sublimation. However, in some biologics, large crystal formation can destabilize the product. Therefore, the optimal freezing rate must be identified and controlled for each drug to produce the most stable crystal structure for lyophilization.
Ensuring Sterility Before and After Lyophilization
Several preparatory and post-process steps are performed to guarantee the sterility of freeze-dried products. Automated clean-in-place (CIP) procedures are essential in removing any residuals or biocontaminants from previous runs from the lyophilization chamber, condenser, and stainless-steel piping. Following CIP, an automated steam-in-place (SIP) process is critical to eliminate microbial contamination risks. These cleaning and sterilization steps are rigorously validated to ensure compliance with regulatory guidance and standards.
A water intrusion test verifies the integrity of the filters used to introduce clean air and/or nitrogen into the lyophilization chamber, ensuring that the gases remain contaminant-free during the process. A deep vacuum pressure decay leak test is conducted before and after each production batch to confirm the integrity of the airtight chamber, further safeguarding the product’s sterility.
 Figure 3. Pre- and post-lyophilization processes
Figure 3. Pre- and post-lyophilization processes
The Engineering Behind Effective Lyophilization
The chamber is the heart of the lyophilization system. It is a robust structure designed to maintain a perfect seal, ensuring the sterility of drug products. This chamber must withstand extreme conditions, including deep vacuums, very low temperatures, and rapid pressure changes, while maintaining an airtight seal. Consequently, lyophilizers are large, heavy pieces of equipment. Their durability is often compared to industrial-grade bank vaults.
The condenser is another essential component. It provides the cold surface necessary for vaporized water molecules to freeze. The condenser is connected to the chamber via a valve and collects water vapor during sublimation. Typically, a silicone oil cooling system allows the condenser to reach temperatures as low as −60 °C, ensuring effective ice capture. Vacuum pumps create the low-pressure environment essential for sublimation to occur.
It is important to know the volume and type of product being processed to choose the appropriate lyophilization system. Large units are required to process many large vials, which could be up to 100 mL, while smaller units are suitable for small-dose, low-volume products. Matching the right equipment with the product’s specific requirements and anticipated demand is essential for efficiency and optimal lyophilization outcomes.
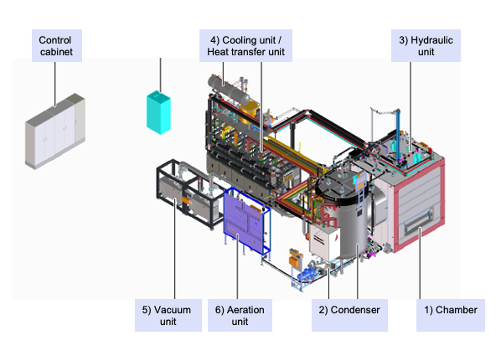 Figure 4. Freeze-drying equipment
Figure 4. Freeze-drying equipment
Stabilization Strategies: Freezing vs. Lyophilization
Lyophilization is a common method for stabilizing liquid drug products, but it is not the only approach. Developing the ideal formulation and process parameters for lyophilization can be time-intensive, often adding to a drug’s time to market. As a result, some pharmaceutical developers choose to stabilize their products by freezing, with the option to transition to lyophilization at a later stage.
The success of freeze-drying depends largely on the physical state of the product after freezing. Products that crystallize during freezing tend to yield a more stable and structured cake after lyophilization, as the crystallized structure is more stable. In contrast, products that remain in an amorphous, glassy state when frozen lack this defined structure and tend to increase in viscosity rather than solidify. As a result, amorphous products typically produce less stable cakes. These structural differences underscore the importance of considering each product’s properties to determine the most effective stabilization method.
Technology-Driven Innovations in Lyophilization
Due to stringent regulatory standards in the pharmaceutical industry, recent advancements in lyophilization have primarily focused on enhancing equipment performance and simplifying processes. Innovations in automation now enable fully automated loading, stoppering, and unloading of vials, minimizing human intervention and potential contamination. Modern lyophilizers are also equipped with numerous built-in sensors, providing real-time monitoring and control to improve consistency and precision. Additionally, equipment manufacturers have developed energy-efficient solutions to address the traditionally high energy demands of freeze-dryers and align with sustainability goals.
Artificial intelligence (AI) is expected to play a transformative role in lyophilization. One of the earliest applications of AI will be in predictive maintenance. It is critical to keep lyophilizers operational because of their costs and the essential role they play in production. AI-driven systems under development could monitor subtle changes, such as variations in chamber vibrations, to predict when preventive maintenance is needed. These proactive approaches go beyond current preventive maintenance practices, allowing for timely intervention before issues arise.
Furthermore, AI is expected to help optimize lyophilization processes by predicting the behaviors of specific drug formulations during freeze-drying. AI systems can use data from similar molecules to suggest optimal lyophilization cycles, reducing the time and resources needed for cycle development and enhancing product stability and quality.
Comprehensive Lyophilization Services
Several critical factors should be considered when selecting a partner for lyophilization to ensure the process meets rigorous quality and efficiency standards:
Process expertise: The complexity of lyophilizing biologics, such as proteins and vaccines, requires specialized knowledge to manage the challenges of stability and moisture control, especially during critical drying phases.
Automation and quality control: Effective lyophilization systems leverage advanced automation to minimize human intervention and reduce contamination risks. Reliable CDMOs invest in automation technologies for consistent vial handling and temperature and pressure adjustments to ensure quality.
Capacity and equipment scalability: Depending on the product volume and development stage, scalable equipment that accommodates a range of vial sizes and batch capacities is crucial. To optimize efficiency, the choice of lyophilization units should match the product requirements and projected demand.
Regulatory compliance and quality standards: Adherence to global GMP standards and rigorous quality control practices is essential. Such compliance involves validation protocols, ongoing monitoring, and robust documentation processes that align with regulatory requirements.
Redundancy and reliability: Lyophilization systems with built-in redundancies (e.g., backup compressors and vacuum pumps) ensure uninterrupted operations and reduce the risk of downtime and product loss.
Samsung Biologics integrates these key aspects into its lyophilization services, offering a comprehensive approach to freeze-drying that meets diverse client needs. By prioritizing quality, scalability, and innovation, Samsung Biologics aims to be a reliable partner for clients seeking effective lyophilization solutions across a wide range of biologic products.
To accommodate diverse client portfolios, Samsung Biologics is equipped with a wide range of lyophilizers with shelf areas spanning 16 to 42 square meters, with the largest units holding up to 53,025 vials of 20 mL. Each lyophilizer’s condenser has been engineered to handle maximum ice capacity, ensuring consistent performance even under high product loads and elevated vial fill volumes. With two large lyophilizers, Samsung Biologics can process batches of up to 106,050 vials (20mL) at once. The lyophilizers feature redundant key components, including three to five pumps and compressors per unit, depending on equipment size, to safeguard operations. The programmable logic controller system leverages this redundancy to maintain target temperatures and pressures without overburdening individual components. Freeze dryer designs include backup compressors and vacuum pumps, ensuring uninterrupted operation in case of component failure.
Currently, Samsung Biologic’s lyophilizers are optimized for vial handling. Further expanding its capabilities, a new line capable of accommodating pre-filled syringes is slated for operation by 2027, advancing its service scope with automated filling and inspection processes.