

Executive Summary
Adeno-associated viruses (AAVs) are widely used for gene therapy, but large-scale production of high-quality vectors at a high yield remains challenging. A key issue lies in the inefficiency and lack of specificity in DNA packaging. During production, a significant proportion of capsids are either empty or contain unwanted DNA fragments, such as incomplete “partial” genomes or those from the host cell or plasmid, rather than the desired full capsids that deliver the therapeutic transgene. Increasing the percentage of full capsids at harvest is crucial for enhancing the effectiveness of AAV-based therapies. However, conventional analytical methods struggle to monitor the ratio of full to empty capsids during upstream processing due to the complexity of the samples.
In collaboration with Refeyn and the Cell and Gene Therapy Catapult (CGT Catapult) and supported by Innovate UK, Rentschler Biopharma has developed a rapid, small-scale purification process with low-volume sample requirements. This innovative approach enables in-process monitoring of full, partial, and empty capsids using mass photometry. This breakthrough not only facilitates process optimization but also helps improve the overall quality and efficiency of AAV production. The solution is now a part of Rentschler’s AAV manufacturing toolbox, supporting the cost-effective production of higher-quality AAV products.
 Conquering the Challenge of Empty and Partial AAV Particles
Conquering the Challenge of Empty and Partial AAV Particles
Adeno-associated viruses (AAVs) are commonly used vectors for gene therapy, but their production presents significant challenges. One of the most critical quality attributes (CQAs) in AAV-based gene therapies is the percentage of full capsids, meaning those that successfully package the complete genomic DNA harboring the therapeutic transgene cassette. For certain serotypes, like AAV2, this percentage can be alarmingly low, with as few as 5% of capsids being full at harvest.1
Empty and partially filled AAV particles that contain fragments of the transgene or host-cell/plasmid-derived DNA can pose serious risks to both the safety and efficacy of these therapies.2 Empty capsids can compete with full capsids for cellular receptors, reducing the efficiency of transgene delivery. Furthermore, empty and partially full particles are still able to enter and deliver their contents (impurities) to target cells. This poses the risk of unwanted toxicity or immune responses. Additionally, administering large quantities of empty capsids can exacerbate immune reactions to the AAV vector itself, further complicating treatment.
Although downstream processing methods, such as ion-exchange chromatography, are used to separate empty and full capsids, these enrichment methods benefit from high quality starting material and perform best when the genome size utilizes the full packaging capacity of AAV since this increases the separation efficiency between full and empty capsids. The removal of partially filled capsids can be particularly challenging since they can co-enrich with full capsids, making it difficult to produce a high purity final product without a substantial compromise in yield. Therefore, it is critical to minimize the formation of partially filled particles during upstream processing.
Optimizing upstream conditions involves exploring how different process parameters influence quality attributes such as the proportions of full, partial, or empty capsids. However, traditional methods for measuring these attributes from upstream development studies rely on indirect assays that calculate the ratio of genome copies (from qPCR or dPCR methods) to total particles (from ELISA) — methods that are prone to interference, variability and do not distinguish between partial and full genomes.
To truly understand and optimize the kinetics of AAV genome packaging, a robust, high-throughput technique for monitoring full, partial, and empty capsids using small sample volumes taken from upstream processing is needed. This is where Refeyn’s SamuxMP Mass Photometry technology comes in. Unlike traditional methods, it directly measures the full, partial, and empty capsid proportions with speed (completed in minutes rather than the full day required for the traditional approaches) and accuracy. However, its previous requirement for purified, high-titer samples limited its use for in-process monitoring or application to high-throughput upstream process development studies where the sample type is unpurified harvest lysates.
In collaboration with CGT Catapult and Refeyn, and with support from Innovate UK, Rentschler Biopharma has developed a small-scale, rapid downstream purification method. This innovation allows for in-process monitoring of full, partial, and empty capsids, enabling earlier and more precise adjustments to optimize the upstream process to achieve higher yields of high-quality AAV particles.
 A Triple Partnership to Revolutionize AAV Production
A Triple Partnership to Revolutionize AAV Production
Innovate UK, the United Kingdom’s innovation agency, is dedicated to fostering business growth through the development and commercialization of new products, processes, and services. A two-year grant from Innovate UK brought together Rentschler Biopharma, CGT Catapult, and Refeyn to collaboratively develop and apply innovative process analytical technologies (PAT) to improve the process and efficiency of AAV manufacture.3
Rentschler Biopharma took the lead in creating a high-throughput, small-scale purification method for upstream process samples, enabling the precise analysis of capsid formation through Refeyn’s cutting-edge mass photometry technology. To support this effort, process optimization studies were conducted using CGT Catapult’s advanced eight-mini-bioreactor system, equipped with auto-sampling capabilities. This setup allowed for mass photometric analysis of AAV capsids throughout the production process, marking a significant leap towards optimization both quality and yield in AAV manufacturing.
The Power of Mass Photometry in AAV Analysis
Mass photometry measures molecular mass by detecting the light scattered by individual biomolecules in solution. In this process, a sample is placed on a slide and exposed to a beam of light. The surface of the slide reflects the light, while each biomolecule in contact with the surface scatters light proportionally to its mass. The mass photometry instrument captures the interference between the scattered light and the reflected light from the surface. The intensity of this interference signal is directly proportional to the mass of each molecule.
This technology offers a distinct advantage because it provides direct measurement of molecular mass, rather than inferring it from another property. For AAV vector samples, mass photometry can distinguish between full, partial, and empty capsids, offering valuable insights into the quality of the sample. Moreover, the analysis is quick, requiring minimal training and small sample volumes — as little as 10 µL — and delivers results within minutes.
In contrast, analytical ultracentrifugation (AUC), while effective for final sample analysis, is not well-suited for process development, where quick decision-making is critical. It is labor-intensive, requires large sample volumes, and can only be performed by highly skilled operators. Another direct method, cryoelectron microscopy (cryo-EM), is also expensive and demands very concentrated samples and highly trained technicians.
Refeyn has extensively benchmarked mass photometry against both AUC and cryo-EM, demonstrating that it produces comparable results. Mass photometry offers several additional advantages, including ease of use with minimal training requirements, low running costs (less than £10 per sample), and the ability to deliver accurate data from significantly smaller sample volumes. Furthermore, Refeyn’s mass photometry systems are 21 CFR Part 11 compliant, making them suitable for GMP-regulated environments.
Small-Scale, Direct-Capture Purification Method
Rentschler Biopharma developed a direct-capture purification method to enable in-process monitoring of AAV vector production using mass photometry. This method uses approximately 2 mL of lysate and bypasses the need for efficient filtration of the highly viscous sample. Instead, the unclarified lysate is mixed directly with superparamagnetic AAV-specific beads, allowing an effective separation of AAV capsids from cellular debris and other impurities using magnetism. The AAV particles, attached to beads, are then easily washed and eluted in a small volume to give a concentrated and purified sample without impacting the proportions of empty, partial and full particles.
By streamlining the purification process, this direct-capture method allows for the rapid purification and concentration of small sample volumes. Instead of being limited to measuring this CQA after lengthy, one-at-a-time downstream processing of large starting volumes, the new direct-capture process enables parallel processing of up to 24 samples within half a day. This fully supports capsid-content analysis on samples from high-throughput, small-scale upstream studies, accelerating the optimization of AAV production processes.
The overall process includes several key steps: equilibration of the magnetic beads, sample incubation, bead washing, sample elution, product concentration, and analysis (Figure 1).
 Figure 1. Workflow and data from small-scale method development
Figure 1. Workflow and data from small-scale method development
Comparing Capsid Data: Mass Photometry, qPCR, and ELISA Insights
To better understand the dynamics of genome packaging in AAV2 during our baseline process, we applied mass photometry to samples taken every 8 hours post-transfection from 16 bioreactor vessels and purified with our novel direct capture workflow. Using the SamuxMP Mass Photometer, we directly measured the percentage of full, partial, and empty capsids. These results were then compared to capsid measurements derived from more traditional methods that had been automated by CGT Catapult to minimize their variability: the viral genome (VG) titer, measured by qPCR, and the total viral particles (VP) titer, measured by ELISA. By dividing the VG/mL (including full and partial capsids) by the VP/mL values, we estimated the percentage of full capsids (%full).
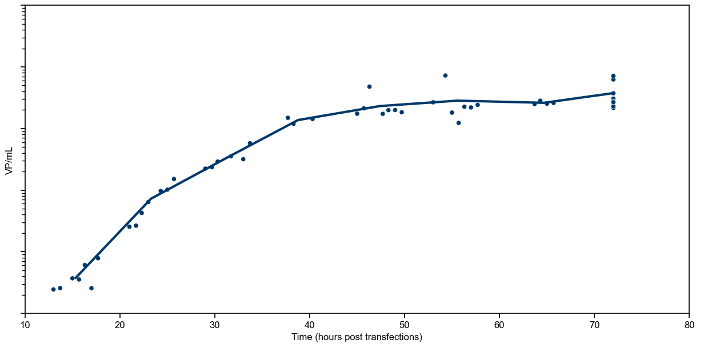
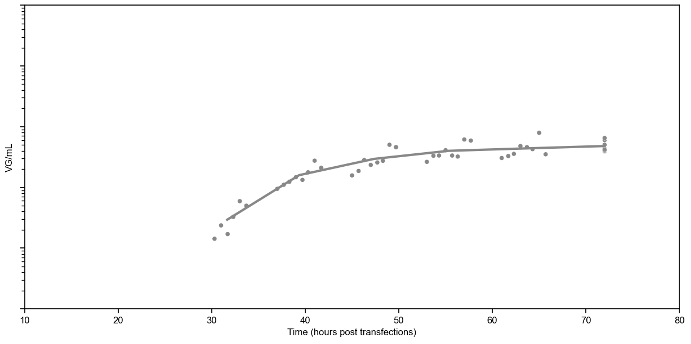
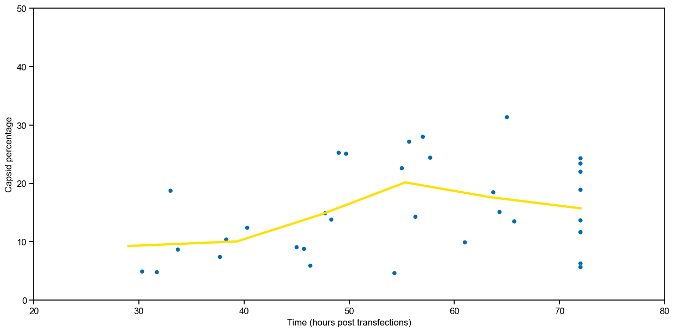
In Figure 2, time zero represents the moment the transfection complex was introduced into the bioreactor. Samples were pulled approximately every eight hours from each vessel. Figures 2A and 2B plot the VP/mL and VG/mL results over time, while 2C shows the %full over time, as estimated by the traditional approach of VG/VP ratios. Figure 2D presents the %full and %partial values from mass photometry (SamuxMP), allowing a direct comparison.
The traditional VG/VP ratio method (Fig.2C) showed significant variability, with a range of around 5–30% in full capsid percentages between vessels at each timepoint. In contrast, the mass photometry data (Fig. 2D) offered more consistent %full values, typically ranging from 20% to 25% between replicate vessels and timepoints, underscoring the variability and limitations of traditional methods. Additionally, mass photometry provided critical insights into partial capsids, a feature not accessible through the VG/VP ratio. Importantly, the mass photometry results indicated that both %full and %partial values stabilized between 50 hours and the end of the process.
Several key observations emerged from this baseline study. Over a 30-hour period, we noted a substantial 1,000-fold increase in VP/mL, with titers sufficient for measurement by Refeyn beginning around 30 hours post-transfection. Partially filled capsids remained relatively stable throughout production, consistently within a 5–10% range. The proportion of full capsids, however, showed a clear upward trend, increasing from approximately 10% at 30 hours to 20–25% by 50 hours post-transfection. Despite a stable total capsid quantity between 50 and 72 hours, no further increase in genome packaging was observed during this period.
These findings highlight areas for potential optimization, indicating that efforts to enhance packaging efficiency should primarily focus on the second day post-transfection. Alternatively, exploring strategies to extend the period of active genome packaging into day three may further improve overall yields and quality.
A.
 B.
B.
 C.
C.
 D.
D.
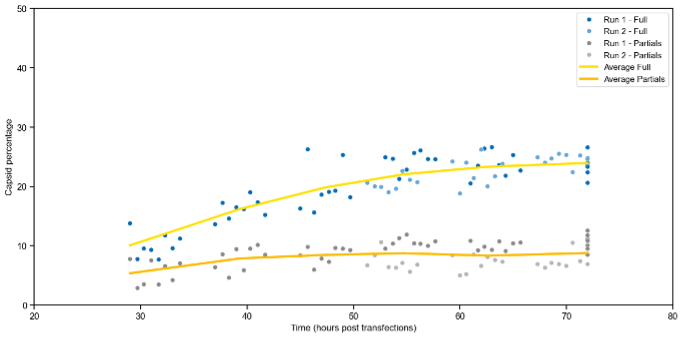 Figure 2. Baseline AAV2 capsid data for Rentschler Biopharma’s process. A) VP/mL time course, B) VG/mL time course, C) %full over time, as estimated by the traditional approach (qPCR/ELISA) of VG/VP ratios. D) %full and %partial values from using SamuxMP mass photometer.
Figure 2. Baseline AAV2 capsid data for Rentschler Biopharma’s process. A) VP/mL time course, B) VG/mL time course, C) %full over time, as estimated by the traditional approach (qPCR/ELISA) of VG/VP ratios. D) %full and %partial values from using SamuxMP mass photometer.
Adjusting Process Parameters for High-Quality AAV Production
With the baseline performance of the AAV2 process established, the next step was to adjust specific process parameters to determine their effect on the production of full, partial, and empty AAV2 capsids. The small-scale purification process was once again employed, enabling mass photometry to track capsid formation throughout the course of each run.
For this study, the process was divided into three distinct phases: the growth phase, the first 24 hours following transfection when DNA uptake occurs, and the remaining two days during which the majority of AAV2 capsid formation and genome packaging takes place. This division allowed for a more nuanced investigation into how different process parameters affected not only the overall yield and quality but also the distinct biological processes occurring in each phase. Eight specific parameters with two levels each were selected for screening based on a combination of experience, knowledge of transfection processes, and insights from the literature.
As shown in Figure 3, the proportions of full and partial capsids varied depending on the conditions under which each run was conducted. While most test conditions were found to have a negative impact on yield and genome packaging, some were beneficial. Interestingly, the kinetics of genome packaging were also influenced by specific conditions, with several parameters accelerating the increase in %full capsids on day 2 post-transfection. There was minimal change to the partially full population, potentially indicating that this is mostly influenced by starting materials rather than process parameters. In total, at least four parameters were found to impact the proportion of full capsids and/or alter the kinetics of production and packaging. These findings demonstrate that upstream processes can be optimized to favor the production of a higher percentage of full capsids while minimizing the formation of partially filled particles at harvest.
A.
 B.
B.
 C.
C.

D.
 Figure 3. Results from a preliminary study of the impact of process parameters on AAV2 capsid formation. A) VP/mL time course; B) VG/mL time course; C) Refeyn SamuxMP %full time course, D) Refeyn SamuxMP %partial time course
Figure 3. Results from a preliminary study of the impact of process parameters on AAV2 capsid formation. A) VP/mL time course; B) VG/mL time course; C) Refeyn SamuxMP %full time course, D) Refeyn SamuxMP %partial time course
The four promising parameters from this screening study were taken forward for further investigation in a more comprehensive design of experiments (DoE) study to determine optimal timing of parameter adjustments and combinations that further enhance production. The high-frequency sampling and data acquisition from this work will be used to build a digital process model to predict optimal combinations of process parameters to generate high yield and quality AAV vectors. This ongoing optimization work will be incorporated into Rentschler Biopharma’s AAV manufacturing toolbox, alongside parallel improvements that have been made to their transfection conditions by applying the same small-scale direct-capture approach, improving the company’s ability to produce outstanding quality AAV material for their clients.
Implications for the Future
The primary goal of this project is to improve the process and efficiency of AAV manufacturing, with a particular focus on increasing the percentage of full capsids harvested. Higher yield alone is not advantageous if the majority of viral particles are empty or partially filled. Thanks to the newly developed small-volume sample purification process and the use of mass photometry, it is now possible to target high-quality AAV production via high-throughput and direct characterization of AAV genome packaging. The introduction of mass photometry for routine use during process development is poised to be a gamechanger, with Rentschler Biopharma already benefiting from it in their focus on AAV quality.
Rentschler Biopharma has already implemented improvements to its AAV production process based on work conducted in collaboration with CGT Catapult and Refeyn. As additional data are gathered during the ongoing DoE study, these insights will be applied to further refine the production of higher-quality AAV vectors. Moreover, the exploration of process analytical technologies — such as Raman spectroscopy, 2D fluorescence, and metabolomics — offers the potential for real-time monitoring and process control. The value of a digital process model combined with real-time control applied to Rentschler’s AAV process will be explored in the final phase of the collaboration.
Rentschler Biopharma’s AAV and lentiviral vector (LVV) toolboxes feature a proprietary cell line, customized solutions for process development, cGMP manufacturing and advanced analytics to support clients in the production of high-quality viral vector products. Their state-of-the-art, cGMP-licensed manufacturing facility can accommodate processes from 60 to 200-liter bioreactor scale for clinical and commercial supply, all housed within flexible, independent suites equipped with cutting-edge technology.
 About Rentschler Biopharma
About Rentschler Biopharma
Rentschler Biopharma is a leading contract development and manufacturing organization (CDMO) focused exclusively on client projects. The company offers process development and manufacturing of biopharmaceuticals, including advanced therapies, as well as related consulting activities, project management and regulatory support. Rentschler Biopharma's high quality is proven by its long-standing experience and excellence as a solution partner for its clients. A high-level quality management system, a well-established operational excellence philosophy and advanced technologies ensure product quality and productivity at each development and manufacturing step. Rentschler Biopharma is a family-owned company with about 1,400 employees, headquartered in Laupheim, Germany, with operations in Milford, MA, USA and Stevenage, UK. In 2024, the company joined the United Nations Global Compact, emphasizing Rentschler Biopharma’s focus on sustainability.
References
Ibreljic, N., B.E. Draper, and C.W. Lawton. “Recombinant AAV genome size effect on viral vector production, purification, and thermostability.” Molecular Therapy Methods & Clinical Development. 32: 101188 (2024).
Toxicity Risks of Adeno-associated Virus (AAV) Vectors for Gene Therapy (GT). U.S. Food and Drug Administration (FDA) Cellular, Tissue, and Gene Therapies Advisory Committee (CTGTAC) Meeting #70. 2–3 Sep. 2021.
Collaboration to Improve Process Analytical Technologies and AAV Manufacturing for Gene Therapies. Rentschler Biopharma. 23 Aug. 2023.